In construction sites, beside cranes; in mine tunnels; and on ship decks, a cable silently performs its mission—enduring repeated bending, withstanding extreme temperatures, and resisting oil contamination. This is the rubber cable. As the backbone of industrial flexible power supply, it stands out as a specialized solution compared to ordinary PVC cables. Today, we'll deconstruct this' hardcore equipment' to reveal its core value and selection rationale.
Definition of the Essence: More than "Rubber-Encased Wire"
The core definition of rubber cables is clear: flexible cables with natural rubber or synthetic elastomers as insulation and sheathing. Yet their value extends far beyond material substitution. Compared to PVC cables, rubber's elastic molecular structure grants inherent advantages: it remains brittle-free at-40°C, maintains rigidity at 120°C, and retains its insulation integrity after 100,000 bending cycles.
Its core features are summarized as "three resistances and one flexibility": resistance to extreme environments, mechanical wear, and chemical corrosion, along with flexibility far surpassing PVC. This enables it to transcend the limitations of fixed cabling, making it an exclusive power solution for mobile devices and harsh environments.
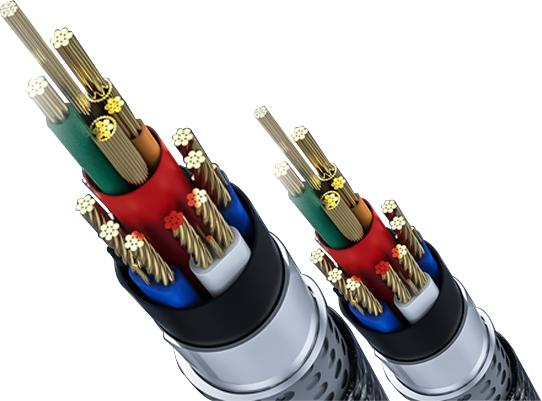
Structure Disassembly: Four-layer Design Determines the Performance of "Anti-Construction"
The reliability of
rubber cable is hidden in the four-layer structure from inside to outside, each layer has a clear "division of responsibilities":
The conductor serves as the 'power core', made almost entirely of high-purity copper or tin-plated copper, delivering 15% higher conductivity than standard copper. Single-core designs are ideal for high-power equipment, while multi-core configurations enhance flexibility through stranded technology, meeting complex wiring requirements.
The insulating layer acts as a 'safety barrier': Natural rubber (NR) offers optimal elasticity, making it ideal for household appliances; EPDM and EPR excel in aging resistance, serving as the industry's primary choice; silicone rubber is specifically engineered for high-temperature applications, capable of withstanding instantaneous temperatures above 200°C, and is commonly used in welding equipment.
The sheath serves as the 'external armor': The CPE sheath boasts exceptional weather resistance, making it ideal for outdoor applications; the chloroprene (Neoprene) sheath delivers outstanding flame retardancy, making it the top choice for mining environments; while the NBR/PVC blend sheath strikes a balance between oil resistance and cost-effectiveness, widely adopted in mechanical equipment.
The optional configuration is a 'custom upgrade' solution: a woven reinforcement layer for heavy-duty scenarios and waterproof encapsulation for underwater operations. This on-demand upgrade design ensures compatibility across diverse industries.
Mainstream Type: 5 Common Specifications Directly Hit Application Pain Points
Rubber cables aren't a one-size-fits-all solution. Different models are designed for specific applications, and choosing the right model can save you money.
HO7RN-F: The industry's all-rounder, compliant with EU EN 50525 standards, operating at 450/750V voltage levels. Featuring drag resistance and oil resistance, it's the go-to choice for construction cranes and large fans.
H05RN-F: A lightweight model, ideal for household generators and garden tools. Its flexible design ensures easy storage, while delivering outstanding value for money.
Mine-grade rubber cables: Equipped with built-in explosion-proof features, they deliver three times the mechanical strength of standard models, while being flame-retardant and impact-resistant. These cables can withstand the harsh conditions of underground tunnels, including falling rocks and dust exposure.
Welded rubber cable: With exceptional current-carrying capacity, its insulation layer resists the high temperatures of welding spatter, while the flexible design allows welders to operate freely without cable constraints.
Submersible rubber cable: With a fully sealed structure, it maintains stable power supply even at depths of 50 meters, making it indispensable for deep-water well pumps and sewage treatment systems.
Core Advantages: 6 Major Highlights Outperforming Ordinary Cables
The market dominance of rubber cables is built on overwhelming technical prowess:
Unbeatable Flexibility: With a minimum bending radius of just four times the cable diameter—half the size of PVC cables—it is ideal for high-frequency mobile equipment like robotic arms and conveyor belts.
Excellent temperature adaptability: The silicone rubber version operates across-60℃ to 260℃, making it suitable for both northern construction sites in severe cold and southern workshops in extreme heat.
Durable and Impact-Resistant: With wear resistance five times higher than PVC, the protective sleeve resists damage from forklift impacts, reducing unexpected downtime by 90%.
Excellent chemical resistance: Resistant to erosion by engine oil, diesel, and acidic/alkaline solutions, with a lifespan three times longer than standard cables in automotive repair shops and chemical plants.
Exceptional weather resistance: Maintains UV resistance for 5 years without aging, with stable insulation resistance in rain and humidity, eliminating frequent replacements for outdoor applications.
Safety Guarantee: Most models have passed flame-retardant tests and do not emit toxic smoke when exposed to fire, making them safer for use in enclosed spaces such as mines and ships.
Selection Guide: Avoid 3 Mistakes and Match Needs Accurately
Many people purchase rubber cables based solely on price, but choosing the wrong model can create safety hazards. Remember these 6 key factors:
Voltage compatibility: Industrial equipment requires 450/750V or higher, while household devices need only 300/500V to prevent mismatched power supply scenarios.
Environmental compatibility: NBR sheath is preferred for oily environments, silicone rubber for high-temperature applications, waterproof certification for underwater use, and UV-stable labeling for outdoor applications.
Flexible requirements: For high-frequency mobile devices (e.g., welding machines), multi-core stranded conductors are recommended, while single-core conductors are suitable for fixed wiring to balance cost and performance.
Certification is the priority: The EU market requires EN 50525 certification, North America requires UL certification, and China strictly follows the GB/T 5013 standard. Products without certification are strictly prohibited.
Why Choose Our Rubber Cable? 3 Major Guarantees to Hit the Procurement Pain Points
When purchasing rubber cables, the biggest risk is 'substandard products masquerading as premium ones' —using recycled rubber for sheathing and reducing conductor cross-sections, which may seem cheaper but drastically shorten the lifespan. Our strength lies in 'transparent traceability':
Standard compliance: All batches of products meet IEC 60245 and EN 50525 standards, with conductor purity at 99.97% and insulation thickness deviation within 0.1mm.
Customizable flexibility: Supports orders from 1 to 37 cores, with precise meter-long customization and corporate logo printing, meeting project standardization requirements.
Global Delivery: Export to over 30 countries including Europe and South America. We are well-versed in local certification requirements and can complete production and shipping within 15 days, with expedited processing for urgent orders.
Conclusion: Selecting the right cable is to save cost and improve safety
The true value of rubber cables lies not in their premium pricing, but in their role as a dependable partner in harsh environments. Every bend they endure in lifting machinery and every pressure they withstand in mines ensures production safety. Choosing rubber cables that meet standards and suit specific scenarios may seem like an extra cost, but it actually reduces downtime and safety risks—this is the 'cost-effective approach' in industrial power supply.