Why are Industrial Control Cables Crucial in Modern Industry?
Industry 4.0 is driving a profound transformation of global manufacturing towards automation and intelligence. Smart factories and unmanned production lines have become key to enhancing companies' core competitiveness. The stable operation of industrial systems relies on precise and efficient signal transmission, and
industrial control cables are the "communication bridge" connecting control systems and execution equipment. Their core mission is to stably transmit signals, commands, and data.
Many companies fall into the misconception of "prioritizing equipment over cables," using ordinary cables instead of dedicated industrial control cables, which can easily lead to signal distortion, system downtime, and even safety accidents. In fact, choosing the right industrial control cable directly impacts the reliability, safety, and efficiency of automated systems. The following will analyze its eight core advantages and reveal the core reasons why it has become an essential component of intelligent manufacturing.
What are Industrial Control Cables?
Industrial control cables are specifically designed for industrial automation, primarily used in low-voltage, low-current control circuits to stably transmit signals and commands, ensuring the coordinated operation of the system.
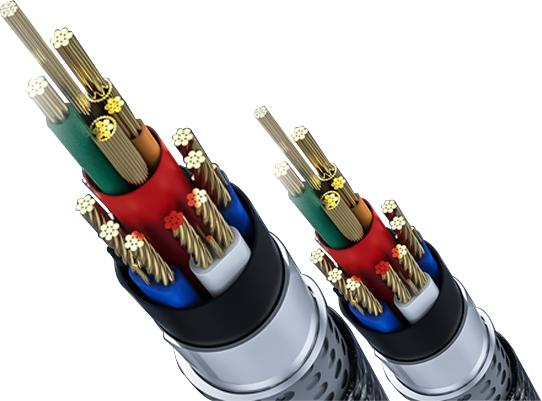
Their structure is optimized for industrial environments, with the following core components:
Multi-core copper conductors: Fine-stranded oxygen-free copper, balancing conductivity and flexibility, suitable for multi-channel synchronous transmission;
Insulation layer: Mainstream PVC/XLPE materials, providing stable insulation and isolating core wire interference;
Shielding layer: Core protection, including foil/braided/composite shielding, resisting electromagnetic interference;
Outer sheath: PVC/PUR/LSZH materials are selected according to the application scenario, providing mechanical protection and environmental adaptability.
They must comply with international standards such as IEC/VDE and UL/CSA to ensure universality and compliance, adapting to global industrial projects.
Advantage One: Stable and Precise Signal Transmission, Ensuring Precise System Control
Industrial control cables are designed for low-voltage control and signal circuits, and their core advantage is stable and precise signal transmission. Their multi-core structure is optimized for impedance matching, and the core wire parameters are uniform, effectively reducing signal attenuation and distortion, ensuring that weak analog signals such as temperature and pressure collected by sensors are completely transmitted to the control system.
This advantage is crucial for industrial automation: it can accurately transmit PLC commands to actuators such as servo motors, and simultaneously feed back sensor data to form closed-loop control. For example, in CNC machine tools used for processing automotive parts, micron-level precision relies on the accurate transmission of this cable; using ordinary cables can easily lead to tool deviations due to signal distortion, resulting in product scrap and production line downtime.
Advantage Two: Excellent Anti-Electromagnetic Interference Capability, Suitable for Complex Industrial Environments
Industrial sites commonly have strong electromagnetic radiation sources such as frequency converters, large motors, and high-voltage distribution cabinets. These devices generate a large amount of electromagnetic interference (EMI) and radio frequency interference (RFI) during operation, which can easily disrupt the signal transmission of ordinary cables. Industrial control cables, however, have a shielding layer that forms a complete "electromagnetic isolation barrier," preventing external interference signals from entering the core wires and avoiding signal distortion. It also prevents the transmitted signals from radiating outwards, avoiding interference with the normal operation of surrounding sensitive equipment.
This advantage is particularly prominent in strong interference environments such as steel mills, metallurgical plants, and large power plants. For example, the blast furnace temperature monitoring system of a steel plant uses an industrial control cable with a composite shielding of "aluminum foil + tinned copper wire braiding." Even in the strong electromagnetic environment of a large group of high-power motors, it can still achieve stable transmission of temperature data, avoiding control system misjudgments caused by interference and ensuring the safe and stable operation of the blast furnace.
Advantage Three: High Flexibility Design, Suitable for Complex Installation and Mobile Scenarios
Industrial control cables use fine-stranded copper conductors, combined with flexible insulation and sheath materials. Their flexibility far exceeds that of ordinary rigid conductor cables, with a minimum bending radius of only 6-8 times the cable diameter. This allows them to adapt to complex installation scenarios such as narrow cavities and cable trays, providing flexible layout and reducing construction difficulty.
They are especially suitable for frequently moving scenarios such as drag chains and industrial robots. Taking a high-speed packaging sorting line as an example, this cable can withstand millions of reciprocating bends in a drag chain, with a service life of over 5 years; while ordinary cables are prone to breakage after thousands of bends, leading to production line downtime and losses. VI. Advantage Four: Robust Mechanical Durability, Reducing Operation and Maintenance Costs
Industrial environments present various risks of mechanical damage, such as equipment vibration, material collisions, personnel trampling, and tool scratching. The outer sheath of industrial control cables is specially reinforced, possessing excellent wear resistance, impact resistance, and compression resistance, effectively protecting against these external damages.
For example, industrial control cables with a PUR sheath have high surface hardness and strong scratch resistance, making them less likely to crack even when scratched by sharp metal edges. Their vibration resistance is suitable for installation scenarios involving high-frequency vibrating equipment such as large air compressors and machine tools, preventing sheath damage that could lead to damage to internal conductors or shielding layers. This robust mechanical durability allows industrial control cables to operate stably for more than 10 years in harsh industrial environments, significantly reducing the frequency of repairs and replacements due to cable damage, and lowering enterprise operation and maintenance costs and downtime losses.
Advantage Five: Resistance to Harsh Environments, Adapting to Diverse and Complex Working Conditions
Industrial environments are complex and often face harsh conditions such as oil stains, humidity, high and low temperatures, and chemical corrosion. Industrial control cables, through targeted material selection, can precisely adapt to different working conditions:
Oil resistance: PUR/special oil-resistant PVC sheath, resisting corrosion from machine oil, suitable for machining workshops;
Moisture and water resistance: Sealed sheath + stranded structure, preventing moisture penetration, suitable for humid workshops, underground machine rooms, etc.;
Chemical corrosion resistance: Special fluoroplastic/acid and alkali resistant sheath, resisting corrosion from acids, alkalis, and cleaning agents, suitable for pharmaceutical, chemical, and other industries;
High and low temperature resistance: Wide temperature range design (conventional -20℃~+90℃, special -40℃~+125℃), suitable for extreme scenarios such as around kilns and in cold outdoor environments;
Advantage Six: Excellent Safety and Fire Protection Performance, Ensuring Personnel and Equipment Safety
Industrial sites are densely populated with personnel and contain high-value equipment, making fire safety crucial. Industrial control cables generally adopt a flame-retardant design, with high-efficiency flame retardants added to the outer sheath material. This prevents the spread of flames in the event of a fire, slowing down the fire's expansion and providing valuable time for personnel evacuation and equipment rescue. For enclosed or densely populated industrial environments such as subways, tunnels, data centers, and hospitals, LSZH (Low Smoke Zero Halogen) industrial control cables are also available. These cables release minimal smoke when burning and do not produce toxic halogen gases or corrosive fumes, effectively preventing suffocation and poisoning from smoke, while also reducing corrosive damage to precision equipment, significantly improving fire safety levels in these environments.
Advantage Seven: Compatible with International Standards, Facilitating Global Project Implementation
High-quality industrial control cables are designed and manufactured in strict accordance with internationally recognized standards. This standard compatibility brings two core values to enterprises, facilitating the smooth progress of global projects:
Simplified compliance process: For export-oriented manufacturing companies or multinational industrial projects, industrial control cables that meet the standards of the target region (such as IEC/VDE in Europe, UL/CSA in North America) can quickly obtain local certification, avoiding project delays or rework due to non-compliance with standards;
Reduced procurement and integration complexity: OEM manufacturers and system integrators can choose industrial control cables that meet universal standards to adapt to different regions and different types of project requirements, reducing the workload of supplier selection, product testing, and adaptation, and improving project efficiency.
Advantage Eight: Optimal Total Cost of Ownership, Highlighting Long-Term Value
Although the initial purchase cost of industrial control cables is 10%-30% higher than ordinary cables, from a project's entire life cycle perspective, their cost-effectiveness advantage is extremely significant, making them a more economical choice:
On the one hand, the low failure rate significantly reduces downtime losses – for automated production lines, each hour of downtime can cause tens of thousands or even hundreds of thousands of yuan in economic losses. High-quality industrial control cables can reduce the downtime rate caused by cable problems to below 0.5%; on the other hand, the long service life and low maintenance requirements can significantly reduce the labor and material costs of later repairs and replacements. For example, a certain electronic component factory initially used ordinary cables and needed to replace 30% of its control cables annually, with maintenance costs exceeding 200,000 yuan; after switching to industrial control cables, only sporadic maintenance was required within 5 years, reducing the total cost by more than 70%.
Advantage Ninne: Typical Application Scenarios of Industrial Control Cables
Thanks to the eight advantages mentioned above, industrial control cables are widely used in various industrial automation scenarios, becoming a core supporting component of intelligent manufacturing:
Factory Automation and Production Lines: Equipment control and signal transmission for electronic component assembly lines, automotive welding production lines, and food packaging production lines;
Machine Tools and CNC Equipment: Servo control, tool positioning, and spindle speed control signal transmission for precision machining tools and CNC machine tools;
Power Systems: Monitoring circuits, protection devices, and instrument signal transmission in power plants and substations;
Packaging and Material Handling: Motion control and positioning signal transmission for automated warehouses, conveyor systems, and AGV robots;
Building and Process Automation: Air conditioning, security, and lighting control systems in smart buildings, and process parameter (temperature, pressure, flow) control in the chemical and pharmaceutical industries.
How to Choose the Right Industrial Control Cable?
Choosing industrial control cables requires focusing on the specific application requirements, paying close attention to the following five core factors to ensure a precise match with the application conditions:
Voltage and Signal Requirements: Select the conductor cross-section (commonly 0.5-2.5mm²) and number of cores (4-61 cores available) based on the control circuit voltage (typically ≤600V) and signal type (analog signal/digital signal);
Shielding Level: For strong interference environments (such as near frequency converters and large motor groups), choose "aluminum foil + braided" composite shielding; for ordinary environments, single-foil shielding can be used;
Flexibility Requirements: For mobile equipment and drag chain applications, choose fine-stranded multi-core conductors + PUR flexible sheath; for fixed installation scenarios, conventional PVC sheaths can be used;
Environmental Exposure Conditions: For oily environments, choose PUR oil-resistant sheaths; for humid environments, choose moisture-proof sealed sheaths; for extreme temperature scenarios, choose wide-temperature cables; for chemically corrosive environments, choose special anti-corrosion sheaths;
Certification Requirements: For international projects, confirm the target region's certifications (such as UL, IEC); for domestic projects, comply with national standards such as GB/T 9330.
It is recommended to consult an experienced cable manufacturer during the selection process and develop a customized solution based on the specific project conditions to avoid substandard performance or cost waste due to incorrect selection.
Conclusion: Industrial Control Cables – A Reliable Cornerstone of Intelligent Manufacturing
In summary, the eight core advantages of industrial control cables have established their central role in modern industrial automation. They are a key support for ensuring system stability, improving efficiency, and reducing safety risks, and are far more than just simple connecting wires.