Control cables are the "nerve center" of industrial automatic control systems, responsible for signal and command transmission, supporting the stable operation of systems across various industries.
Control cable failure can easily lead to equipment malfunctions, production shutdowns, and even safety accidents; relying solely on visual inspection cannot detect hidden hazards, which is a common misconception.
This article analyzes the core points of control cable testing, helping relevant personnel master testing methods and identify quality issues to ensure reliable system operation.
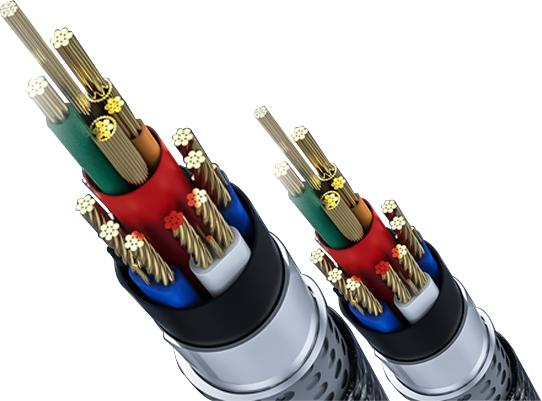
What are Control Cables?.jpg) Control cables
Control cables are cables used to transmit control signals and commands. Their typical structure includes a conductor (mainly copper core), insulation layer (PVC, PE, XLPE, etc.), shielding layer (configured as needed for interference resistance), and sheath layer (for protection).
Core application scenarios: Industrial automation production lines, power plant control rooms, machine tools, building automation systems, chemical instrumentation, etc. The core requirements are stable signal transmission, strong anti-interference capabilities, and mechanical performance suitable for industrial environments.
Why is Control Cable Testing Necessary?
• Ensuring signal integrity: Avoiding signal distortion and attenuation, ensuring accurate command transmission;
• Verifying mechanical reliability: Adapting to complex working conditions such as installation, vibration, and wear in industrial sites;
• Compliance requirements: Meeting international and domestic standards such as IEC, UL, and GB, avoiding acceptance risks;
• Quality traceability: Double control through factory testing and on-site acceptance, eliminating substandard cables from the source.
Control Cable Testing Standards Reference
Control cable testing must follow authoritative standards, with the following as core references:
• International Standards: IEC 60227 (Wiring Cable Standard), IEC 60502 (Power Cable Standard, including control cables), IEC 60332 (Flame Retardant Testing Standard);
• North American Standards: UL 44 (Rubber Cables), CSA C22.2 No. 245 (Control Cable Standard);
• Regional Standards: BS 6346 (UK), VDE 0281 (Germany), GB/T 9330 (China, National Standard for Control Cables);
• Testing Types: Routine testing (mandatory for factory release), sampling testing (batch verification), type testing (new product design/process change).
Appearance and Dimensional Inspection (Basic Mandatory Items)
Appearance Inspection
Core inspection of the insulation and sheath surface: No damage, cracks, bulges, or discoloration; the surface should be smooth and free of impurities; the printing should be clear (model, specifications, standard, manufacturer, production date), and the markings should be accurate for traceability.
Dimensional Verification
Verify key dimensions according to the standard; deviations must be within the allowable range: ① Conductor diameter and cross-sectional area (in accordance with GB/T 3956); ② Insulation and sheath thickness (uniform and without eccentricity); ③ Overall cable outer diameter, ensuring suitability for wiring conduits and cable trays.
Electrical Performance Testing (Core Critical Items)
Conductor Resistance Test
Core purpose: To verify the purity of the conductor material and whether the cross-sectional dimensions meet the standards, avoiding signal attenuation and overheating due to excessive resistance. Test method: Measure the DC resistance of the conductor according to IEC 60228 standard; the value must be ≤ the upper limit specified by the standard (e.g., ≤17.2Ω/km for a 1mm² copper conductor at 20℃).
Insulation Resistance Test
Core purpose: To detect the integrity of the insulation layer and identify potential hazards such as moisture, damage, and aging. Test Methods: Apply a specified DC voltage (e.g., 500V) and measure the insulation resistance value. A higher value is better (usually ≥100 MΩ·km). Environmental humidity and temperature will affect the test results, requiring standardized calibration.
Withstand Voltage Test (High Voltage Test)
Core Purpose: To detect the insulation layer's resistance to high voltage and identify hidden damage. Test Method: AC and DC tests are performed. Apply a specified high voltage (e.g., 1kV/5min). No breakdown or flashover indicates a pass, preventing insulation weakness from leading to later breakdown.
Continuity and Core Identification Test
Core Purpose: To ensure good conductor continuity and accurate core identification. Test Method: Use a continuity tester to check the continuity of each core; there should be no open circuits. Verify that the core numbering and color coding match the markings to avoid wiring errors that could lead to signal disruption.
Mechanical Performance Testing (Adapted to Industrial Conditions)
Tensile Strength and Elongation at Break Test
Core Purpose: To evaluate the mechanical durability of the insulation and sheath layers and prevent cracking during use. Test Method: Stretch insulation/sheath samples and measure the tensile strength and elongation at break. The results must meet standard requirements (e.g., elongation at break ≥150% for PVC material).
Bending and Flexibility Test
Core Purpose: To verify the cable's bending adaptability during installation and operation, suitable for industrial equipment vibration and wiring bending scenarios. Test Method: Repeatedly bend the cable at a specified bending radius. No cracking, conductor breakage, or degradation of electrical performance indicates a pass.
Impact and Abrasion Resistance Test
Core Purpose: To evaluate the cable's ability to withstand external impact and abrasion in industrial environments. Test Method: Impact test (heavy object impact on the sheath), abrasion test (friction on the sheath). After testing, the sheath should be undamaged, and the insulation performance should remain normal.
Thermal Performance and Aging Testing (Ensuring Service Life)
• Heat Resistance Test: Verifies the performance stability of insulation/sheathing in high-temperature environments (e.g., 90℃), ensuring no softening or cracking;
• Thermal Aging Test: Accelerated aging test (e.g., 135℃ baking) to evaluate the long-term service life of the cable and predict the aging rate;
• Low-Temperature Performance Test: Bending and impact tests at low temperatures (e.g., -20℃) to ensure no brittle fracture, suitable for cold industrial environments.
Flame Retardancy and Fire Safety Testing (Essential for Industrial Safety)
• Vertical Flame Test: According to IEC 60332 standard, the flame must self-extinguish within the specified time when the cable is burned vertically, with no dripping material igniting combustible materials below;
• Smoke Density Test: According to IEC 61034 standard, low smoke density in case of fire, ensuring safe evacuation, suitable for densely populated control rooms;
• Halogen/Acid Gas Test: According to IEC 60754 standard, low-smoke zero-halogen (LSZH) control cables do not release toxic halogen gases when burned, suitable for enclosed environments such as power plants and subways.
Environmental and Special Performance Testing (Suitable for Complex Scenarios)
• Oil Resistance Test: In chemical and oil field environments, the cable must withstand oil contamination; the sheathing should not swell or crack after testing;
• Moisture/Water Resistance Test: In humid and outdoor environments, tests for water penetration, ensuring no significant decrease in insulation resistance;
• UV Resistance Test: For outdoor control cables, resistance to ultraviolet radiation, preventing aging and cracking;
• Shielding Effectiveness Test: For control cables with shielding layers, tests the anti-interference ability to ensure that signals are not affected by external electromagnetic interference.
Factory Testing vs. On-Site Testing
Factory Testing
Mandatory for manufacturers: Routine testing (conductor resistance, insulation resistance, withstand voltage test, appearance and dimensions); sampling testing (mechanical properties, aging test); type testing (full testing for new products/process changes), factory test reports must be provided.
On-Site Testing
Mandatory for installation and acceptance: Continuity test, insulation resistance test, core identification; third-party testing (key projects require re-inspection by an authoritative institution); pre-commissioning acceptance testing to check for installation damage.
How should purchasers verify control cable test reports?
• Focus on key items: Conductor resistance, insulation resistance, voltage withstand test, and flame retardant test should have clear values and pass/fail judgments;
• Verify standard consistency: The testing standard must match the procurement requirements (e.g., national standard GB/T 9330, IEC standard);
• Beware of fraudulent reports: Verify the testing institution's qualifications and ensure the report number is traceable to avoid invalid reports issued by unqualified institutions;
• Verify specification matching: The cable model and specifications in the report must match the purchased product, avoiding "generic reports."
Common testing misconceptions and avoidance methods
• Misconception 1: Skipping insulation resistance testing – Appearance alone cannot detect moisture damage or hidden defects; insulation testing is essential;
• Misconception 2: Improper test voltage – Too high a voltage can damage the cable, while too low a voltage cannot detect potential problems; the voltage must match the standard;
• Misconception 3: Neglecting environmental influences – High temperature and humidity can interfere with test results; testing should be calibrated in a standard environment.
Best practices for reliable control cable operation
• Select compliant tested cables: Prioritize cables that have passed comprehensive testing and can provide authoritative reports;
• Cooperate with reliable manufacturers: Choose manufacturers with production qualifications and well-equipped laboratories to avoid substandard non-standard cables;
• Regular inspection and testing: Regularly test insulation resistance and shielding effectiveness during operation to promptly identify aging risks.
Conclusion: Standardized testing is a "long-term guarantee" for the stability of control systems
Control cable testing is crucial for ensuring quality and mitigating risks, covering multiple dimensions including electrical, mechanical, and thermal performance, all of which are indispensable.
Proper testing can prevent failures, extend lifespan, and reduce costs. Procurement should be based on test reports, prioritizing manufacturers with reliable quality and professional technology.